TAAT e-catalog
for
private sector
https://e-catalogs.taat-africa.org/com/technologies/induced-ripening-of-banana-for-increased-marketability-and-storage
Ripening Solutions for Quality and Efficiency
The technology of "Induced Ripening of Banana for Increased Marketability and Storage" is a method designed to enhance the ripening process of bananas, specifically dessert bananas, to ensure they are market-ready and have an extended shelf life. This technology is crucial for the banana industry, which often harvests bananas prematurely to minimize transportation damage. In this process, bananas are artificially ripened using various chemical agents, most notably ethylene gas. Commercial ripening chambers provide controlled environments where temperature, humidity, and ethylene gas concentration are precisely regulated. This controlled ripening ensures that bananas reach optimal ripeness and maintain uniform quality.

This technology is TAAT1 validated.
Industrial semi-automated ripening chambers of 5 tones of banana
Trademark
The technology adressed problem in banana industry such as:
The technology suggested several solution such as:
Uniform Ripening: By using commercial ripening chambers that control temperature, humidity, and ethylene gas concentration, bananas can be uniformly ripened, ensuring consistent quality and marketability.
Reduced Post-Harvest Losses: Artificial ripening with ethylene gas ensures that bananas are ready for the market, reducing the risk of post-harvest losses due to transportation damage or spoilage.
Efficiency: The technology allows for the acceleration or slowing down of the ripening process based on market demand, optimizing the supply chain.
Environmental Benefits: Controlled ripening with ethylene gas is more environmentally friendly compared to traditional methods like burning leaves or kerosene.
Meeting Consumer Demand: The technology meets consumer demand for ready-to-eat bananas, benefiting both fruit growers and sellers.
This technology is beneficial for users (farmers):
The technology of Induced Ripening of Banana for Increased Marketability and Storage provides a cost-effective solution to enhance the marketability and storage of bananas, thereby benefiting farmers.
To integrate this technology into your business, consider the following steps:
Constructing simple artisanal chambers that can produce 4,000-5,000 kg of ripe banana per week, together with bins and water tank for washing and electronic scale for weighing, requires an investment of about 3,500 USD.
Industrial semi-automated ripening chambers with refrigeration and ethylene gassing systems that can hold 5,000 kg of banana cost about 17,000 USD excluding the warehouse, installation and taxes.
Other costs to run ripening chambers include labour for filling, controlling and packaging, and industrial systems consume kWatt electricity per hour.
Industrial ripening chambers are subject to licenses and regulation because of the ethylene compounds in use. This technology is available in Zambia, Uganda, Togo, Tanzania, Somalia, Sierra Leone, Rwanda, Nigeria, Malawi, Kenya, Ivory Coast, Guinea, Ghana, Ethiopia, Democratic Republic of the Congo, Cameroon, Burundi, Burkina Faso and Benin. When planning, factor in potential duty fees for delivery.
Adults 18 and over: Positive high
The poor: Positive low
Under 18: Positive low
Women: Positive low
Farmer climate change readiness: Significant improvement
Environmental health: Greatly improves environmental health
Soil quality: Does not affect soil health and fertility
Water use: Same amount of water used
Carbon footprint: More carbon released
Scaling Readiness describes how complete a technology\’s development is and its ability to be scaled. It produces a score that measures a technology\’s readiness along two axes: the level of maturity of the idea itself, and the level to which the technology has been used so far.
Each axis goes from 0 to 9 where 9 is the “ready-to-scale” status. For each technology profile in the e-catalogs we have documented the scaling readiness status from evidence given by the technology providers. The e-catalogs only showcase technologies for which the scaling readiness score is at least 8 for maturity of the idea and 7 for the level of use.
The graph below represents visually the scaling readiness status for this technology, you can see the label of each level by hovering your mouse cursor on the number.
Read more about scaling readiness ›
Uncontrolled environment: tested
Used by some intended users, in the real world
| Maturity of the idea | Level of use | |||||||||
| 9 | ||||||||||
| 8 | ||||||||||
| 7 | ||||||||||
| 6 | ||||||||||
| 5 | ||||||||||
| 4 | ||||||||||
| 3 | ||||||||||
| 2 | ||||||||||
| 1 | ||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | ||
| Country | Testing ongoing | Tested | Adopted |
|---|---|---|---|
| Benin | –No ongoing testing | Tested | Adopted |
| Burkina Faso | –No ongoing testing | Tested | Adopted |
| Burundi | –No ongoing testing | Tested | Adopted |
| Cameroon | –No ongoing testing | Tested | Adopted |
| Côte d’Ivoire | –No ongoing testing | Tested | Adopted |
| Democratic Republic of the Congo | –No ongoing testing | Tested | Adopted |
| Ethiopia | –No ongoing testing | Tested | Adopted |
| Ghana | –No ongoing testing | Tested | Adopted |
| Guinea | –No ongoing testing | Tested | Adopted |
| Kenya | –No ongoing testing | Tested | Adopted |
| Malawi | –No ongoing testing | Tested | Adopted |
| Nigeria | –No ongoing testing | Tested | Adopted |
| Rwanda | –No ongoing testing | Tested | Adopted |
| Sierra Leone | –No ongoing testing | Tested | Adopted |
| Somalia | –No ongoing testing | Tested | Adopted |
| Tanzania | –No ongoing testing | Tested | Adopted |
| Togo | –No ongoing testing | Tested | Adopted |
| Uganda | –No ongoing testing | Tested | Adopted |
| Zambia | –No ongoing testing | Tested | Adopted |
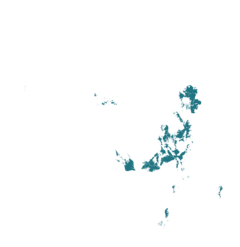
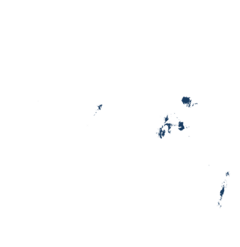
This technology can be used in the colored agro-ecological zones. Any zones shown in white are not suitable for this technology.
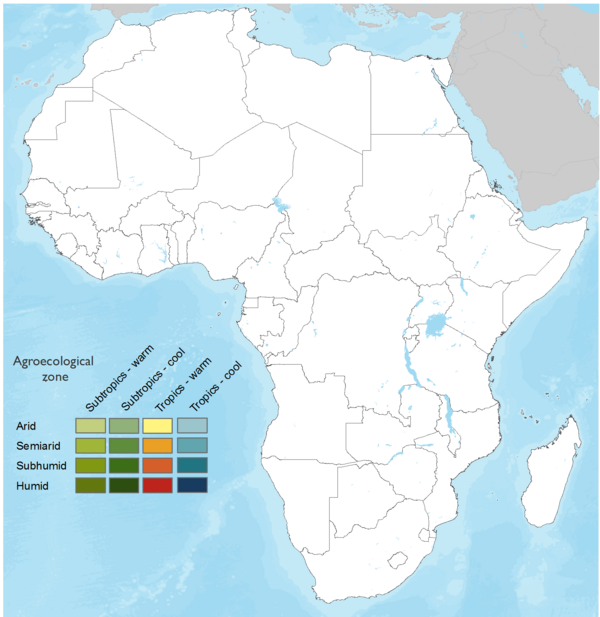

| AEZ | Subtropic - warm | Subtropic - cool | Tropic - warm | Tropic - cool |
|---|---|---|---|---|
| Arid | – | – | – | – |
| Semiarid | – | – | – | – |
| Subhumid | – | – | ||
| Humid |
Source: HarvestChoice/IFPRI 2009
The United Nations Sustainable Development Goals that are applicable to this technology.



1. Introduction of Ethylene
2. Control Humidity
3. Temperature Control
Adjust the temperature within the ripening chamber according to the desired ripening speed:
4. Use of Water Basins (for simple chambers)
In simple, passive, closed chambers, humidity can be achieved by using basins of water.
5. Use of Humidifiers (for industrial-scale rooms)
In industrial-scale ripening rooms, maintain humidity using humidifiers to create the ideal environment.
Last updated on Jul 9, 2026
This technology can be used in the colored agro-ecological zones.




Induced Ripening of Banana for Increased Marketability and Storage
https://e-catalogs.taat-africa.org/com/technologies/induced-ripening-of-banana-for-increased-marketability-and-storage
Last updated on 9 July 2026, printed on Jul 28, 2026
Enquiries e-catalogs@taat.africa
