TAAT e-catalog
for
Development partners
https://e-catalogs.taat-africa.org/org/technologies/banana-ripening-induced-ripening-of-banana-for-increased-marketability-and-storage
Ripening Solutions for Quality and Efficiency
The technology of "Induced Ripening of Banana for Increased Marketability and Storage" is a method designed to enhance the ripening process of bananas, specifically dessert bananas, to ensure they are market-ready and have an extended shelf life. This technology is crucial for the banana industry, which often harvests bananas prematurely to minimize transportation damage. In this process, bananas are artificially ripened using various chemical agents, most notably ethylene gas. Commercial ripening chambers provide controlled environments where temperature, humidity, and ethylene gas concentration are precisely regulated. This controlled ripening ensures that bananas reach optimal ripeness and maintain uniform quality.

This technology is TAAT1 validated.
Positive or neutral impact
Positive or neutral impact
Negative or unknown impact
The technology adressed problem in banana industry such as:
The technology suggested several solution such as:
Uniform Ripening: By using commercial ripening chambers that control temperature, humidity, and ethylene gas concentration, bananas can be uniformly ripened, ensuring consistent quality and marketability.
Reduced Post-Harvest Losses: Artificial ripening with ethylene gas ensures that bananas are ready for the market, reducing the risk of post-harvest losses due to transportation damage or spoilage.
Efficiency: The technology allows for the acceleration or slowing down of the ripening process based on market demand, optimizing the supply chain.
Environmental Benefits: Controlled ripening with ethylene gas is more environmentally friendly compared to traditional methods like burning leaves or kerosene.
Meeting Consumer Demand: The technology meets consumer demand for ready-to-eat bananas, benefiting both fruit growers and sellers.
ORG specific text
In the meantime, use the “Request information” button if you need to contact us.
Constructing artisanal chambers
Industrial semi-automated ripening chambers of 5 tones of banana
Trademark
| Country | Tested | Adopted |
|---|---|---|
| Benin | Tested | Adopted |
| Burkina Faso | Tested | Adopted |
| Burundi | Tested | Adopted |
| Cameroon | Tested | Adopted |
| Côte d’Ivoire | Tested | Adopted |
| Democratic Republic of the Congo | Tested | Adopted |
| Ethiopia | Tested | Adopted |
| Ghana | Tested | Adopted |
| Guinea | Tested | Adopted |
| Kenya | Tested | Adopted |
| Malawi | Tested | Adopted |
| Nigeria | Tested | Adopted |
| Rwanda | Tested | Adopted |
| Sierra Leone | Tested | Adopted |
| Somalia | Tested | Adopted |
| Tanzania | Tested | Adopted |
| Togo | Tested | Adopted |
| Uganda | Tested | Adopted |
| Zambia | Tested | Adopted |
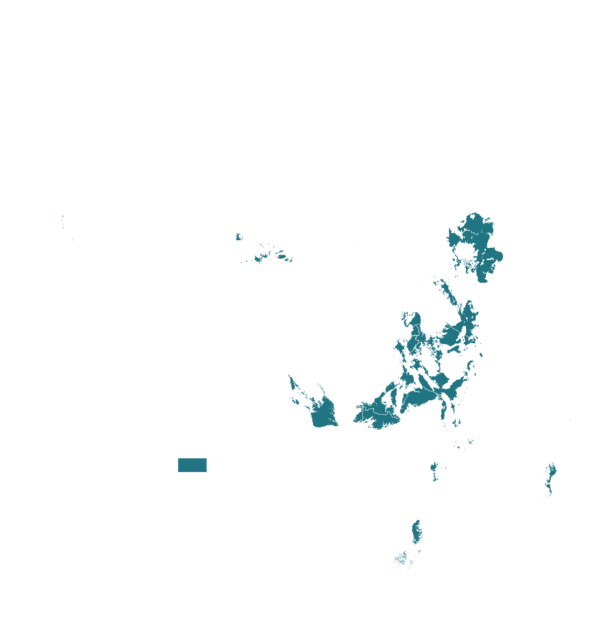
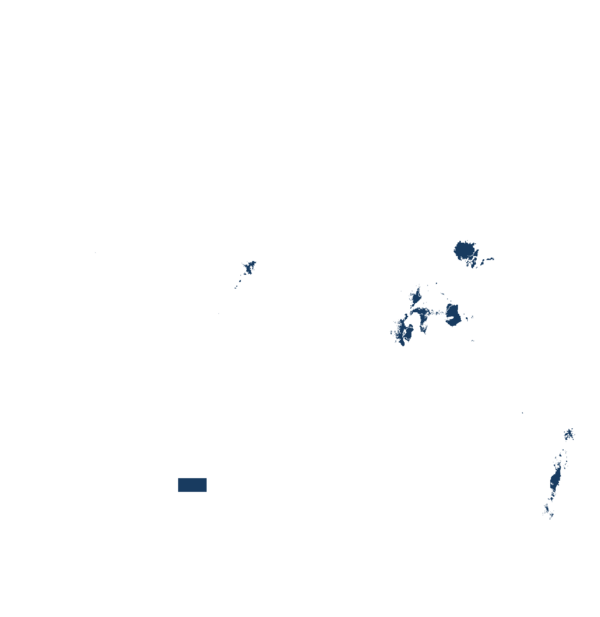
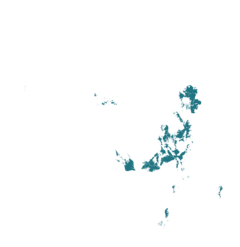
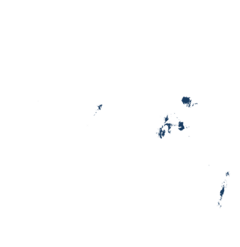
This technology can be used in the colored agro-ecological zones. Any zones shown in white are not suitable for this technology.
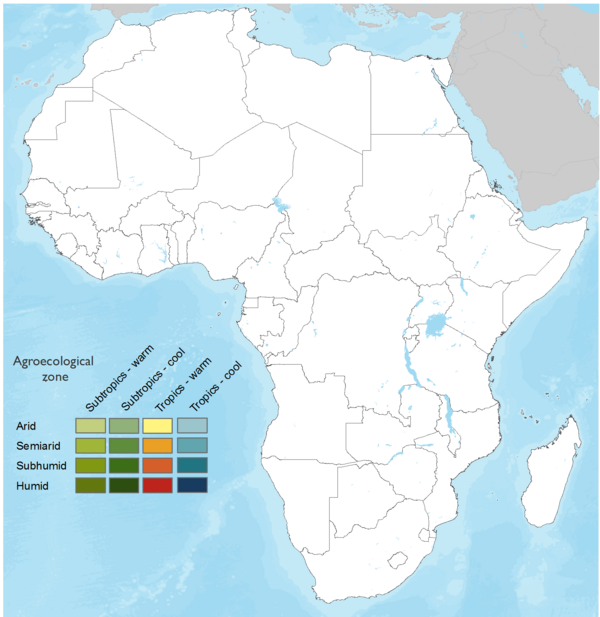

| AEZ | Subtropic - warm | Subtropic - cool | Tropic - warm | Tropic - cool |
|---|---|---|---|---|
| Arid | – | – | – | – |
| Semiarid | – | – | – | – |
| Subhumid | – | – | ||
| Humid |
Source: HarvestChoice/IFPRI 2009
The United Nations Sustainable Development Goals that are applicable to this technology.



1. Introduction of Ethylene
2. Control Humidity
3. Temperature Control
Adjust the temperature within the ripening chamber according to the desired ripening speed:
4. Use of Water Basins (for simple chambers)
In simple, passive, closed chambers, humidity can be achieved by using basins of water.
5. Use of Humidifiers (for industrial-scale rooms)
In industrial-scale ripening rooms, maintain humidity using humidifiers to create the ideal environment.
Last updated on 22 May 2024
This technology can be used in the colored agro-ecological zones.



Banana Ripening: Induced Ripening of Banana for Increased Marketability and Storage
https://e-catalogs.taat-africa.org/org/technologies/banana-ripening-induced-ripening-of-banana-for-increased-marketability-and-storage
Last updated on 22 May 2024, printed on 3 July 2024
Enquiries techs@taat-africa.org
